之前谈到冷喷技术被用在制造领域并不罕见,包括GE的冷喷技术以及澳大利亚Titomic公司的冷喷技术。此外还包括Plasma Giken公司以及Inovati公司。美国的Inovati公司是全球较早而且颇为成功的一家低压冷喷涂设备制造商,总部位于美国的加州。
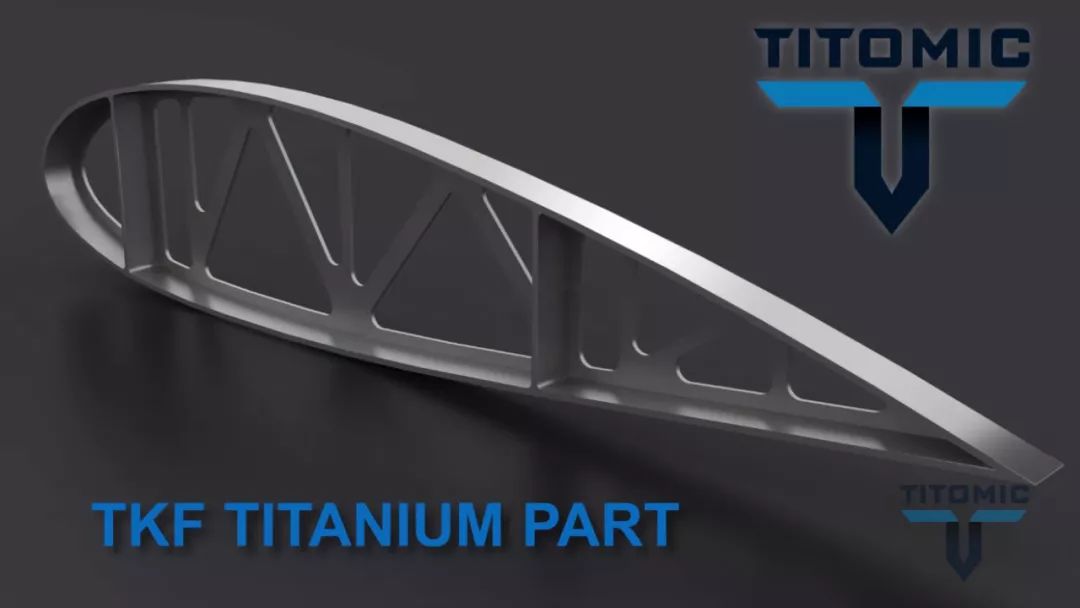
Titomic的Kinetic Fusion冷喷技术生成可以3D打印工业规模的钛制零件,速度比DED定向能量沉积快20倍。该技术能以超音速加速钛颗粒,可用于制造9 x 3 x 1.5米尺寸的零件,并大大降低材料成本。
Titomic Kinetic Fusion工艺于2010年由澳大利亚联邦政府机构CSIRO(联邦科学与工业研究组织)和Force Industries共同开发,Titomic的新型金属3D打印工艺采用冷喷涂技术,旨在研究和开发基于现有涂料技术的新型固态增材制造工艺,CSIRO获得专利许可后,Titomic因此而成立,旨在将该技术商业化。
Titomic Titanium Kinetic Fusion沉积速度究竟有多快?据该公司称,速度至少要比目前最快的DED工艺快5倍,包括当前Sciaky的送丝电子束熔化(EBAM)技术。

使用氮气或氦气将金属粉末加速至超音速,每小时产生高达45 Kg材料的沉积速度。对于Titomic可以生产的零件而言,结构零件常规的加工时间要求可达200小时,Titomic的冷喷过程可以在6个小时内完成。相比之下,EBAM可以以9.07公斤/小时的速度沉积材料,送粉的DED几乎可以达到2.9公斤/小时,而送丝的另外一种DED技术(如Norsk Titanium的设备)可以达到2公斤/小时。
Titomic的工艺最显着的优势不仅仅在于材料的承受能力。对于一些人来说,钛可能是地球上最丰富的金属之一,但却十分昂贵。成本高的一个原因与Kroll法的钛提取工艺有关。这要求苛刻的工艺步骤包括提取、净化、海绵生产、合金制造、成型和成型。
根据Titomic公司首席技术官Jeffrey Lang,澳大利亚拥有含钛矿砂的丰富资源。有几个过程可以经济高效地直接从矿砂中生产钛粉,而无需通过耗能非常高的Kroll工艺。此外,目前的工艺通过提取钛生产出棒状物,这些棒状物后来被雾化以再次产生粉末,这是一个高耗能的过程。而为了具有竞争力,增材制造的钛粉成本需要从目前的300美元/公斤下降到20-50美元/公斤左右。
目前增材制造用的钛粉价格如此昂贵的另一个原因与雾化过程的低效性有关。 了解到出粉率低是行业普遍遇到的瓶颈,而根据Titomic公司,大多数雾化粉末(高达80%)不能用于增材制造工艺中,因为杂质和颗粒尺寸不完善。这意味着产出不一致,价格保持高位,需求未得到满足。虽然目前这在医疗和航空航天等高附加值的应用中不是主要问题,但它限制了增材制造技术在其他领域量产批量生产中的广泛采用。
了解到,Titomic公司联系了多达69家钛粉供应商和生产商,但是用于增材制的钛粉占这些粉末厂商很小的收入比例,大多数厂商近卖出每年约10万美元的增材制造用钛粉,而粉末生产设备可能花费数百万美元。
为了降低对钛粉末的要求,Titomic的技术已经可以使用粗糙的钛粉生产9 x 3 x 1.5米的零件。事实上,大小没有固有的限制。由于不施加热量,零件不会弯曲,也不会出现分层现象。 这与锻造相比不仅仅有加工的优势,考虑到锻造设备的成本,每个设备大约2000万美元或更多的价格。Titomic声称他们的系统可以取代金属铸件和锻件。
资料下载,请加入 3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com
冷喷技术最早是俄罗斯原苏联科学院西伯利亚分院于上世纪80年代中期发明的,目前主要用于机械维修方面。在美国,该技术应用最多的是军事领域,主要用于修复美军的镁合金直升机零件。但用的材料都是质地较软、熔点较低的合金,比如铜、铝、锌等。
不过,随着这项技术的发展,适用于冷喷技术的材料越来越丰富了。
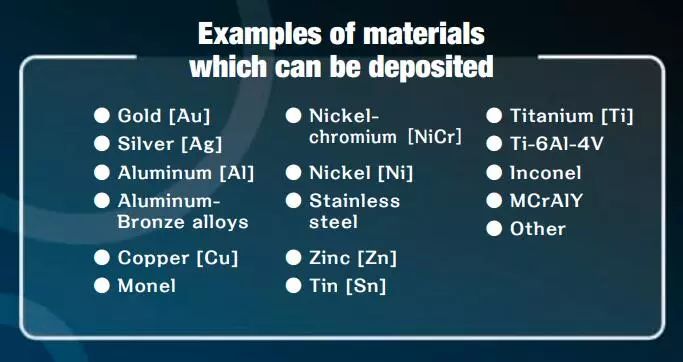
图:Plasma冷喷技术适用的金属材料
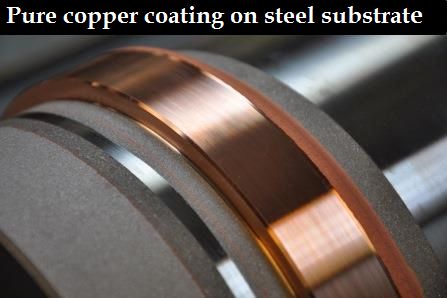
其实,冷喷技术被用在制造领域并不罕见, 曾经介绍过GE的冷喷技术以及澳大利亚Titomic公司的冷喷技术。Plasma Giken公司的高温、高压冷喷涂设备将铜材料冷喷到普通的不锈钢材料基底上,再通过CNC机床加工来获得两种不同材料结合的法兰零件。
根据 的市场研究,Plasma Giken公司的冷喷涂设备由北京联合涂层技术有限公司代理。
而不仅仅是上述的几个品牌在提供冷喷涂技术,在亚洲,日本东北大学早在2010年左右就开发出这项技术,并用于零件的修复。日本东北大学副教授小川和洋率领的研究小组将这项技术称为纳米修补技术,使修补损坏的金属表面更为简便。

根据新华网,日本东北大学的冷喷涂技术利用高压把大小为数纳米的金属微粒与氦等高压气体一起喷到受损的金属构件表面,形成金属膜,完成修补工作。与传统的通过熔化金属进行修补的方法相比,新技术准确度非常高。此外,传统方法需要把金属制品加热到至少数百摄氏度,而新技术只需100摄氏度就可进行修补,从而避免了高温对金属构件表面的损伤。以发电站的燃气轮机的扇叶为例,该技术可以对其表面的伤痕进行有针对性的修补,同时保持金属的强度。
冷喷涂技术于热喷涂方法不同,涂层气孔率很低,基体材料和涂层的热负荷很小,材料氧化少,消除了涂层中结晶化不均匀的现象。
除了不需要焊接或机加工就能制造全新零件以外,冷喷技术令人兴奋之处在于,它能够将修复材料与零件融为一体,完美恢复零件原有的功能和属性。这样就能有效延长零件使用寿命几年,甚至几十年,最终为客户创造了更大的价值。
另外一家,美国的Inovati公司是全球较早而且颇为成功的一家低压冷喷涂设备制造商。总部位于美国的加州,该公司可提供不同配置的三种冷喷涂设备供选择,分别可应用于实验室或手动及自动化生产。其产品目前是美国海军的专业维修设备,且在中国已销售数台。
资料下载,请加入 3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com