![]() 为什么随形冷却?
为什么随形冷却?
注射成型过程中,冷却所占比例约为成型周期的60%,因此冷却周期很大程度上直接影响到生产周期。生产周期的降低可以大幅度提高生产效率,从而节约对注塑机设备、场地和人员的投资。大幅降低制造成本,提高模具企业的利润。
传统生产加工中,我们所采用的冷却管道为横平竖直样式,很多区域受到现有加工技术限制不能做冷却管路,这样极大了影响了最终成型周期及产品质量。随形冷却采用粉末逐层烧结技术,这就赋予了设计的自由性,让管路随着产品的外形布局,让设计者不再受加工技术的限制,让所想即所见成为现实。
![]() 随型冷却水路基本设计准则
随型冷却水路基本设计准则
1) 水路的直径:通常水路直径在大于Ø1时才能起到冷却效果。
2) 横截面面积:尽管3D打印可以定制形状,但是在设计水路横截面是应保证水路截面积保持不变,从而保证恒定体积的冷却液通过管道。
3) 与模具表面的距离:一般传统水路管壁到胶位的最小距离为水路直径的1-1.5倍。但是3D水路运用的案例一般局部距离较为局促,我们需要保证水路到胶位的距离不变(一般最小为2MM),从而达到均匀的冷却效果。
4) 冷却水路长度:尽管3D打印水路不存在传统加工时的钻头钻偏错位,但是3D水路也不宜过长,以便冷却水快速的进出,保证热量被快速带走。
5) 冷却分支:尽管多分支水路视觉冲击感很强,但是实际成产中往往会遇到很多不可察觉的问题。
![]() 不同形式的随形冷却分类
不同形式的随形冷却分类
1) 有分支的随型冷却设计
2) 无分支的随型冷却设计
3) 栅格类随形冷却设计
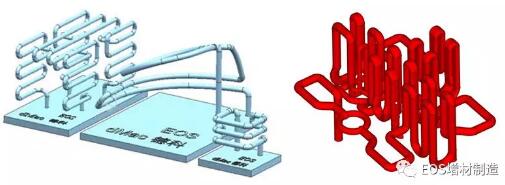
![]() 有分支的随型冷却设计:
有分支的随型冷却设计:
a) 减少了进出水的接口数量
b) 设计难度相对来说稍大
c) 堵塞后难以清洁、疏通
d) 容易产生“死水”
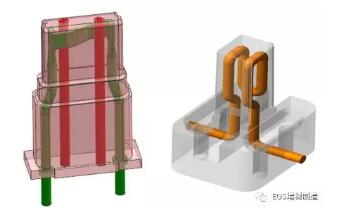
![]() 无分支的随型冷却设计:
无分支的随型冷却设计:
a) 最常见的设计形式
b) 设计的简便性
c) 稳定的水流量
d) 清洁的便利
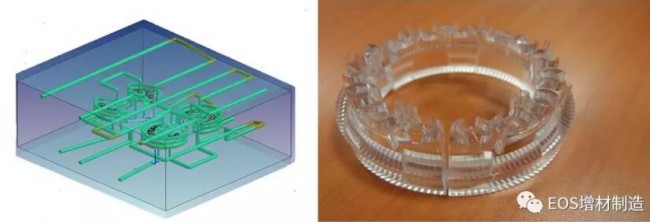
![]() 栅格类的随形冷却设计:
栅格类的随形冷却设计:
a) 适用于一些位置狭窄的模具镶件冷却
b) 减少了进出水接口的数量
c) 很容易堵塞
d) 生锈或堵塞后难以清理
e) 容易产生“死水”
f) 降低镶件的机械强度
![]() 案例分享
案例分享
协助客户改善汽车灯的问题
挑战:壁厚较厚的产品容易造成周期长,产品内部容易出现问题
结果:采用随形冷却优化,将循环时间从600s减少到120s,提高产品质量。
文章来源:EOS
资料下载,请加入
3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com