
虽然3D打印在工程机械领域还没有进入到生产层面的应用,然而从卡特彼勒到博世力士乐都在积极地运用这一技术提升效率、降低成本以及打造核心竞争力。从订制工装夹具,到快速原型以及零件铸造上游的砂模打印,3D打印在工程机械发挥越来越多的作用…

3D打印轻量化液压零件,图片来源:MHW magazine
卡特彼勒
工程机械巨头卡特彼勒在1990年就建立了快速原型实验室。该实验室使用了大量的增材制造技术来生产推土机、挖掘机以及其他设备的零件,而且还为车间的员工制造工具。现在该实验室已经并入卡特彼勒新成立的增材制造集团,使用增材制造过程包括FDM,SLA, SLS来生产测量工具、展示模型,组装夹具,手工具以及其他的功能部件:
测量工具卡特彼勒发现一系列的测量工具的需求是可以通过3D打印塑料来满足的。例如,公司需要生产测量工具来测量零件的磨损程度,包括挖土斗的“牙齿”磨损情况,通过3D打印的辅助测量工具可以在野外直接测量磨损程度,并且这些塑料3D打印制品的精度和金属测量工具的精度一样,这些辅助工具可以一个晚上就生产出来,仅仅耗费大约40~50美金的塑料材料,不仅节约材料而且节省时间。
模具卡特彼勒生产自己的硅掩蔽,这些掩蔽包括接口和其他形状的硅掩蔽以保护像喷涂这样的过程中的那些不需要喷涂的洞口或者口袋。之前,员工临时建造崖金属模具,这些金属模具重又尖锐,并且经常出报废。卡特彼勒增材制造组通过3D打印聚碳酸酯来代替金属,获得更轻,更稳定的模具。仅这项调整就为卡特彼勒年节约2万7千多美金。
生产模型卡特彼勒发现在开发新产品的时候,3D打印可以加速和优化新产品开发速度和流程。拿履带式推土机连接组件来说,通过3D打印ABS聚碳酸酯的轻量化零件使得Caterpillar员工无需等待沉重的锻造零件就可以开始三坐标测量程序。这项调整为卡特彼勒年节约16万美金。
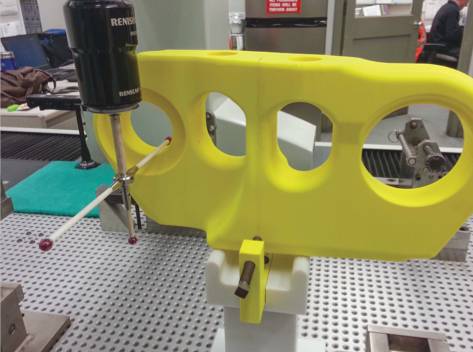
图片来源:AM Magazine
博世力士乐
博世力士乐的产品重在设计和细节,一个系统通常由许多部件组成。细节的把控是重中之重,博世力士乐在德国自1850年就有自己的有色金属铸造工厂。然而,随着组织的重点放在设计和生产成品上,零件原型和更短的生产期是铸造厂最主要的发展方向。
在液压系统中,那些新的设计,需要满足客户的多种功能要求,就需要更复杂的铸件,博世力士乐对铸造的灵活性和成本意识提出了更高的要求。而3D砂模打印技术有助于实现这些更高的要求,3D砂模打印技术的优势是速度快,不用投资木模和金属模,自由造型使得砂芯的设计越复杂,越适合用3D打印技术。
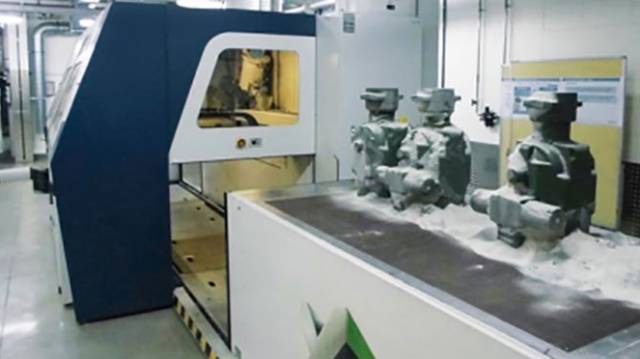
图片来源:博世力士乐官网
博世力士乐已采用两台ExOne公司的增材制造系统用于快速原型制造,一台使用呋喃树脂,另一台使用酚醛树脂作为添加剂,这两台设备用于执行复杂的几何尺寸和形状的设计,砂模的精确度高,一致性好,速度快,交付期短,再次增强了博世力士乐的研发实力。
下一步
液压系统由于其复杂的管道设计在用传统的金属切削方法加工的时候受到传统加工方式的局限性限制。3D打印高度的灵活性恰恰可以解决传统方式的局限性,带来更灵活的设计空间。选择性激光熔化(SLM)技术使得设计者通过3D打印的方式实现液压性能显著增加。最近,在欧盟资助的CompoLight项目中,研究人员通过EOS的型号为EOS M270 system的3D打印机在液压管件的研发上获得突破性成功。

图片来源:metal-am
使用3D打印的方法,可以几乎不受加工限制,具有高度灵活性,根据流量的仿真结果对液压流体的流动进行了内部通道设计的改进,可以精确的加工复杂的横截面几何轮廓。3D打印加工出来的管件的压力损失减少到常规制造的管件的压力损失的20%。此外,3D打印出来后不需要任何后期处理,表面质量足够好,可以直接与法兰连接。即使在1400 bar的压力测试中,3D打印零件无塑性变形、无渗漏现象发生。
















