相比于大数据、VR、人工智能,如今的3D打印其实算不上很新的技术了,这项技术已经走过了30多年的历史。
那么金属3D打印里面到底有几多千秋?不同的金属3D打印技术又在打印材料和冶金领域有着怎样的差异?本期, 与谷友一起来领略金属D打印的冶金和加工科学。

图片来源:spacex
与金属增材制造相关的最早的一项3D打印技术是SLS-选择性激光烧结技术,当时是用来烧结塑料粉末。而在1990年,Manriquez-Frayre和Bourell实现了通过SLS技术打印金属制品的应用。
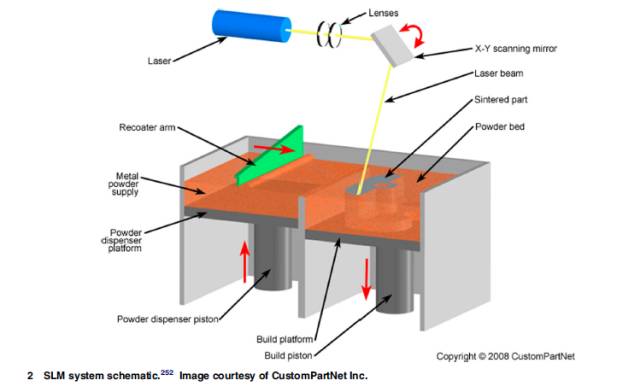
图片:选择性激光融化技术
发展到今天,当我们一提起金属3D打印的时候,通常指的是SLM-选择性激光融化技术,而SLS技术更多的用来烧结金属之外的其他材料。

来源:Tuan
SLM技术是如此的让人着迷,以至于我们忽略了另外一项金属3D打印技术DED-直接能量沉积技术,通过电子束、等离子或者是激光将金属丝/粉末融化通过焊接的方式将金属产品以近净形的方式制造出来。
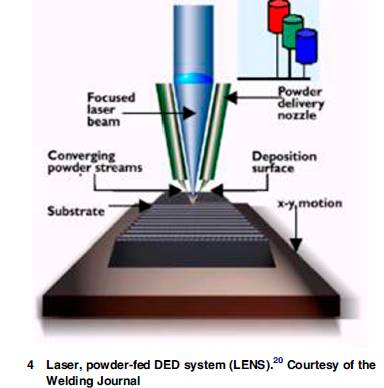
图片:直接能量沉积
选择性激光烧结(SLS)技术是德克萨斯大学奥斯汀分校的Carl Deckard博士和学院顾问Joe Beanman博士在1984年申请的。3D Systems通过收购的方式从DTM手中获得了此项技术,但在2014年专利过期后,新涌现的3D打印机制造商旨在使SLS这一昂贵的工业打印工艺走下了神坛。
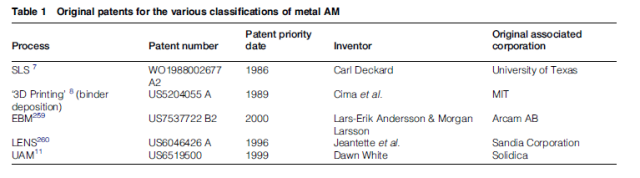
图:金属3D打印的部分原始专利
SLM选择性激光熔化的创始专利来源于德国Fraunhofer Institute所有的激光技术研究院,而该专利的到期日是2016年12月。EOS在1995年推出了第一台商业SLM设备,并且通过取得3D Systems专利授权的方式获得了SLS技术专利的使用权利。另外一家公司,Arcam在2000年通过Adersson&Larsson的专利获得了EBM技术的使用权利,并与2002年推出了第一台商业化EBM打印设备。
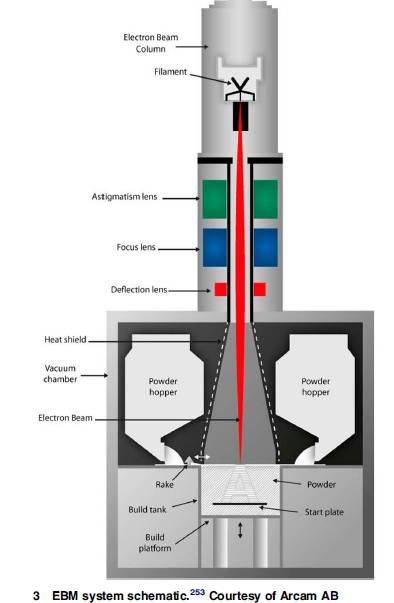
图片:电子束激光融化技术
随着最初的3D打印设备专利全面到期,以及金属加工的过程中控制,粉末技术的发展,并且随着GE收购Arcam和Concept laser,金属3D打印也迎来了走向成熟的时期。根据GE增材制造负责人Greg Morris,GE将在2到3年内提高3D打印的速度,他们未来希望达到现在速度的100倍。而随着设备加工技术的提升,加之材料的配合以及价格的合理化,金属3D打印势必在产业化领域的道路越来越宽。而对于加工应用方来说,要迎接这样的技术浪潮,了解金属3D打印的冶金加工学就成为必修课。
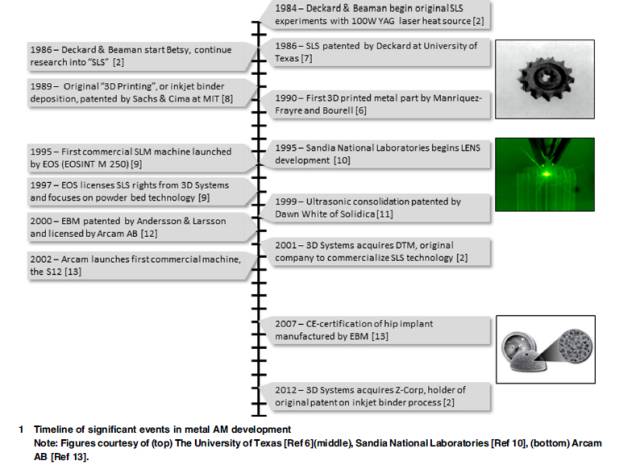
图:金属3D打印专利情况
的确,在金属加工过程中,发生着许多微妙的事情。就拿SLM选择性激光融化技术来说,在激光对粉末的融化加工过程中,每个激光点创建了一个微型熔池,从粉末融化到冷却成为固体结构,光斑的大小以及功率带来的热量的大小决定了这个微型熔池的大小,从而影响着零件的微晶结构。并且,为了融化粉末,必须有充足的激光能量被转移到材料中,以熔化中心区的粉末,从而创建完全致密的部分,但同时热量的传导超出了激光光斑周长,影响到周围的粉末,出现半融化的粉末,从而产生孔隙的现象。
从设备领域,为了达到激光定位与聚焦,根据 的市场研究大多数激光熔化系统使用电流计扫描振镜,最新出现的技术是动态聚焦系统系统,通过在galva振镜的上游激光光束线中放置更小的镜头,来调整光学系统焦距的变化。
对于应用端来说,除了设备的配置这样的刚性条件,冶金性能方面还与金属3D打印过程的诸多条件相关。加工参数的设置、粉末的质量与颗粒情况、加工中惰性氛围的控制、激光扫描策略、激光光斑大小以及与粉末的接触情况、熔池与冷却控制情况等等都带来了不同的冶金结果。
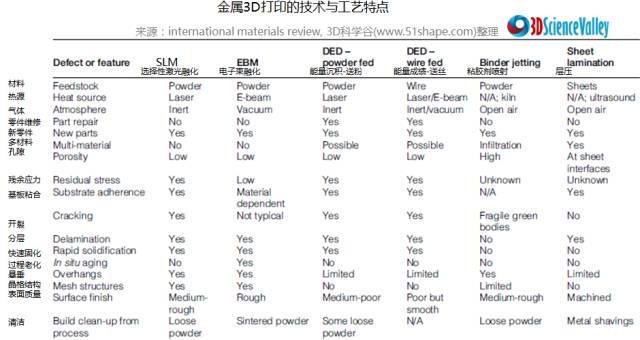
图片:金属3D打印技术的加工特点
通常来说加工越快,表面粗糙度越高,这是两个此起彼长的相关变量。另外,残余应力是DED以及SLM加工技术所面临的共同话题,残余应力将影响后处理和机械性能参数。不过,根据 的市场研究,根据对冶金方面的驾驭能力,残余应力也可以用来帮助促进再结晶和细小的等轴晶组织的形成。
在过去的五年里,对于金属打印过程中微观结构的理解和新合金的加工性能已经获得了不少的进步。同时还观察到微观结构的非均质性,在这方面通过表征工作(柱状晶、高取向、孔隙度等)获取对加工冶金学的进一步理解,从而不仅提高金属3D打印的工艺控制能力,还为材料制备以及后处理提出了新的要求。
版权所有
,转载请链接至:www.51shape.com
网站投稿:editor@51shape.com