
注塑模具的随形冷却水路制造是3D打印领域的热门话题之一,3D打印技术使冷却水路的制造避免了交叉钻孔的限制,3D打印的随形冷却水路还可以根据冷却要求进行不同的冷却回路设计,从而以一致的速度进行散热,以促进散热的均匀性。在部分模具制造厂商中,随形冷却模具业务已占到总业务的40%。
那么,3D打印随形冷却水路的设计原则与传统冷却水路有什么不同? 传统冷却水路的设计与制造中,有哪些可以借鉴的经验? 归纳以下几点由模具增材制造专家分享的设计经验将给这些问题带来一定启发。
水路的直径。使用钻孔方式制造的传统冷却水路常用的直径为7/16英寸(约11.11 mm)。通过这种方式制造的冷却水路,如果直径过大,将可能导致水路难以接近模具表面,同时避开模具部件。如果直径过小,在水路加工时可能会发生钻头漂移。虽然,增材制造技术规避了钻孔方式的一些局限性,但是在设计水路时仍需将直径设定在经过实践验证的常用尺寸范围内,从而降低这种技术的不确定性。
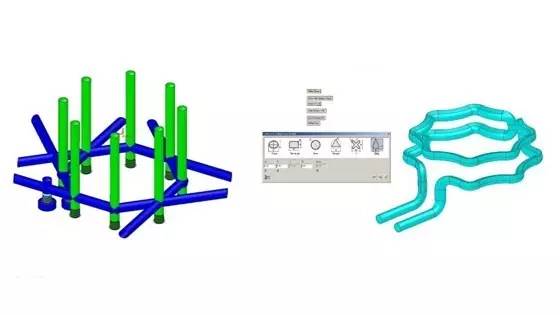
图1 左图是传统钻孔方式加工的冷却水路,右图是随形冷却水路。传统冷却水路的冷却时间为50.89秒,随形冷却水路冷却时间为44.97秒,减少了12%。
横截面面积。在通过钻孔方式加工冷却水路时,水路的横截面积始终是保持不变的。尽管通过3D打印技术可以制造出一条拥有多种不同形状的水路,但是在设计3D打印随形冷却水路时应保持水路的横截面积不变,从而保证恒定体积的冷却液体通过水路。
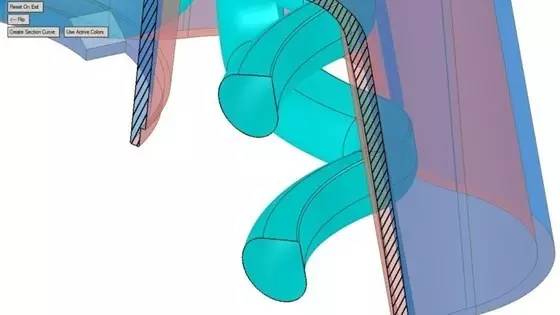
图2 截面为泪滴形状的冷却水路。入口和出口处的直径为7/16英寸(约11.11 mm),泪滴形状水路的横截面面积在设计时需要保持一致。在该案例中,泪滴形随形水路的横截面周长为1.574英寸(约39.93 mm),而同样面积的传统圆形水路的周长为1.374英寸(约34.90 mm),泪滴状随形冷却水路具有更大的表面积将模具中的热量带走。
与模具表面的距离。对于冷却水路与模具表面的距离并没有一个固定的规定,例如,有的企业在设计时保留的距离恰好等于水路直径的距离,而有的企业保留的距离为水路直径的2倍。对于大多数随形冷却水路来说,与模具表面的距离取决于零件的几何形状。在设计与模具表面的距离时,有一个需要遵守的原则是,使随形水路与模具表面始终保持相同的距离,从而达到均匀的冷却效果。
冷却水路的长度。在使用钻孔方式加工冷却水路时,如果钻孔时产生的碎屑未被排空,则可能发生钻头漂移或损坏。在这种情况下,人们会选择将冷却水路设计的尽量短一些。尽管通过3D打印技术制造随形冷却水路,不存在刀具损坏等问题,但是在设计时仍不建议将水路设计的过长。这是由于冷却水在较短的冷却水路中可以更为迅速的进出,使热分布更为均匀。
截面积的另一个规则。由于多条短的冷却水路能够更加均匀的进行冷却,所以有的随形冷却水路是按照毛细管的思路来设计的,即:一条大的冷却水路被分为多条小而短的水路,然后再汇入一条大的水路。在这种情况下,多条小水路的横截面积总和应等于大水路入口和出口的横截面积,从而确保水的均匀流动,进一步降低翘曲的风险。
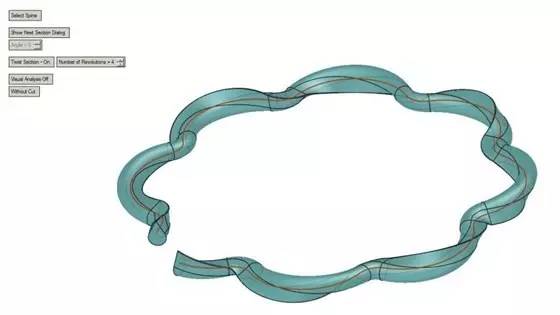
旋转结构。模具冷却水路中的水量是影响模具冷却时间的因素,水量越大冷却循环时间越短。另一个影响因素是水湍流。虽然3D打印随形冷却水路的内表面由于没有经过抛光,所以会产生一些湍流,但是如果在设计时增加旋转结构,则可以产生更多的湍流。例如图3中展示的这个冷却水路,在设计时向顶部回路中增加了四个旋转结构。
以上这些设计规则,并不是成功3D打印随形冷却水路所需要关注的全部规则,模具制造用户在进行3D打印随形冷却水路设计时,应对注塑模具制造有系统的了解。传统的模具冷却水路设计原则中有很多值得借鉴的经验,这些经验是有效设计3D打印随形冷却水路的基础。
参考资料:
3D Systems Application EngineerDAVID LINDEMANN,
Conformal Water Line Design Guidelines, MouldMaking Technology.
Optimal cooling design in injection moulding process – A new approach based on morphological surfaces
加入 3D产业链QQ群:529965687
查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com
















